

Maszyna do odlewania ciśnieniowegowysoka wydajność, do pewnego stopnia może być formą wielootworową; długa żywotność formy odlewniczej, para form odlewniczych, stop odlewniczy, żywotność do setek tysięcy razy, a nawet miliony razy; łatwa do osiągnięcia mechanizacja i automatyzacja.
Pozycja produktu:
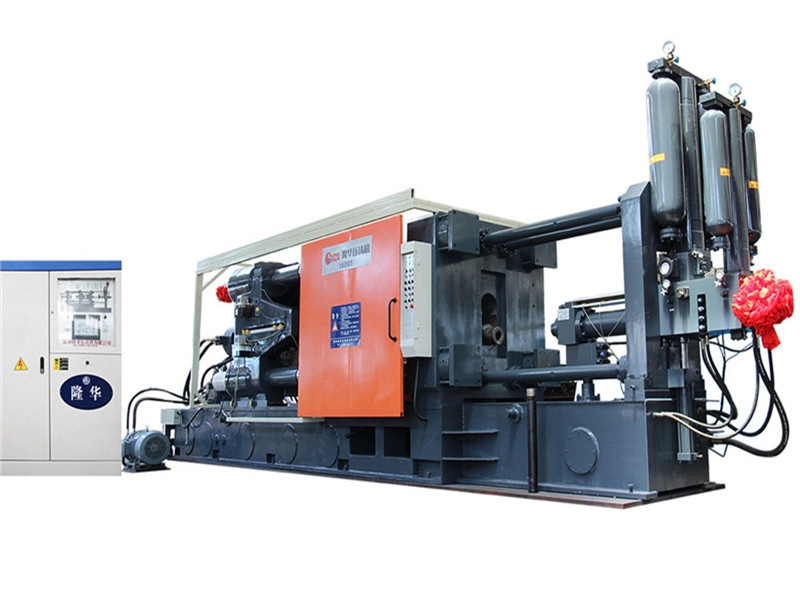
Maszyny odlewnicze zimnokomorowe na dużą skalę (LH-1600T)
Funkcja maszyny do odlewania ciśnieniowego jest całkiem kompletna, może nie tylko wykonywać zwykłe odlewanie ciśnieniowe, ale także odlewanie ciśnieniowe, odlewanie ciśnieniowe z rdzeniem formy; może nie tylko wykonywać każdy rodzaj odlewania niskociśnieniowego, odlewanie pod ciśnieniem różnicowym, odlewanie grawitacyjne, po dodaniu urządzenia do pompowania próżniowego, może również prowadzić odlewanie próżniowe, odlewanie próżniowe, odlewanie próżniowe. Jeśli nieco bardziej otworzymy nasze umysły, możemy połączyć przetwarzanie półstałe i kucie matrycowe do formowania ciągłego odlewania i technologii kucia.


SERIA LH STANDARDOWYCH TABEL PARAMETRÓW (LH-1600 T)
RZECZY | JEDNOSTKA | SPECYFIKACJA |
HYDRAULICZNE CIŚNIENIE ROBOCZE | MPA | 16 |
SIŁA DOCISKOWA | KN | 16000 |
PRZESTRZEŃ MIĘDZY KRAWATAMI | MM | 1250*1250 |
ŚREDNICA DRĄŻKA | MM | ¢260 |
SKOK OTWARCIA MATRYCY | MM | 1200 |
SIŁA WTRYSKU (INTENSYFIKACJA) | KN | 1285 |
ODLEGŁOŚĆ URUCHOMIENIA TŁOCZKA | MM | 360 |
POZYCJA WTRYSKU | MM | --175 --350 |
ŚREDNICA TŁOKA | MM | ¢110 ---- 150 |
SKOK WTRYSKU | MM | 930 |
CIŚNIENIE ODLEWANIA (INTENSYFIKACJA) | MPA | 137---73 |
ODLEWANIE WYSTĄPIENIA KOŃCA | MM | 25 |
ŚREDNICA KOŁA ODLEWNEGO | MM | 260 |
MAKS. POWIERZCHNIA ODLEWANIA PONIŻEJ 40MPA | CM2 | 4000 |
MASA WTRYSKU (AL) | KG | 30,8 |
WYSOKOŚĆ MATRYCY (MIN -- MAX) | MM | 500~1400 |
SIŁA WYRZUTNIKA | KN | 570 |
SKOK WYRZUTNIKA | MM | 250 |
POJEMNOŚĆ SILNIKA | KW | 37*2 |
WYMIARY MASZYNY (L*W*H) | M | 11,8*4,6*4,7 |
REFERENCYJNA MASA MASZYNY DO PODNOSZENIA | T | 90 |
POJEMNOŚĆ ZBIORNIKA OLEJU | L | 3000 |
PS:ZASTRZEGAMY SOBIE PRAWO DO WSZELKICH ULEPSZEŃ TECHNICZNYCH BEZ WCZEŚNIEJSZEGO POWIADOMIENIA
Procedura pracy zimnokomorowej maszyny do odlewania ciśnieniowego
1. Zamknij formę.
2. Wlej metalowy płyn do komory ciśnieniowej ręcznie lub w inny sposób.
3. Górny stempel przesuwa się w dół z mniejszą prędkością strzelania, wchodzi do komory prasy i w kontakcie z nim osiąga poziom cieczy metalowej.
4. Górny stempel zmienia prędkość wtrysku na wyższą w celu dociśnięcia, podczas gdy stempel dolny przesuwa się w dół synchronicznie z stemplem górnym we względnej odległości z ciekłym metalem w sekcji środkowej.
5. Gdy aktualny stempel przesuwa się w dół do otworu dyszy wylotowej podczas pracy, dolna część dolnego kanału będzie podparta, tak że górny i dolny stempel ściskają metalową ciecz razem i rozpylają ją do otworu dyszy (część bezpośredniego kanału ) z dużą prędkością.
6. Ciecz metalowa wchodzi do wnęki formy z wewnętrznej bramy przez prosty biegacz złożony z dyszy, pokrywy bramy, stałego otworu stożka formy i rozdzielacza.
7. Po napełnieniu górny stempel nadal utrzymuje pewne ciśnienie, aż metalowy płyn we wnęce formy całkowicie zestali się w odlewie ciśnieniowym; Wlew i metalowy płyn w komorze prasy zestalą się odpowiednio w prosty wlew i pozostały placek.
8. Podnoszenie i resetowanie górnego stempla; W tym samym czasie dolny stempel przesuwa się w górę, aby odciąć resztki ciasta, które nadal jest połączone z prostą bramą.
9. Kontynuuj podnoszenie dolnego stempla, podnieś pozostały placek do górnej części komory ciśnieniowej i usuń go ręcznie lub w inny sposób;
10. Dolny stempel zostaje zresetowany, aby zatkać otwór dyszy.
Pakowanie i wysyłka

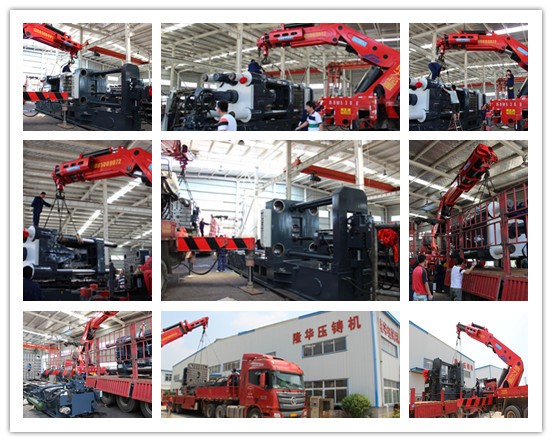
Od 37 lat produkujemy maszyny do odlewania ciśnieniowego, nasze produkty znajdują się na całym świecie i mamy bogate doświadczenie w eksporcie.
Serwis pogwarancyjny
Po sprzedaży, kiedy maszyna do odlewania ciśnieniowego dotrze do twojego portu, wysyłasz zaproszenia, a nasi inżynierowie jadą do twojego kraju, aby zainstalować i debugować maszyny. Szkolenie operatora, aż nauczysz się do tej pory.

Subscribe to our weekly newsletter and receive exclusive offers on products you love!
 X
X




















 Gold Supplier
Gold Supplier










